Экзаменационные вопросы на узк 2 уровня. Тест: Неразрушающий контроль узлов и деталей системы технического диагностирования. Теория акустической технологии
Визуальный контроль при газосварочных работах
МДК 02.02. Технология газовой сварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Тестирование в педагогике выполняет три основные взаимосвязанные функции: диагностическую , обучающую и воспитательную :
· Диагностическая функция заключается в выявлении уровня знаний, умений, навыков учащегося. Это основная и самая очевидная функция тестирования. По объективности, широте и скорости диагностирования, тестирование превосходит все остальные формы педагогического контроля.
· Обучающая функция тестирования состоит в мотивировании учащегося к активизации работы по усвоению учебного материала. Для усиления обучающей функции тестирования могут быть использованы дополнительные меры стимулирования студентов, такие как: раздача преподавателем примерного перечня вопросов для самостоятельной подготовки, наличие в самом тесте наводящих вопросов и подсказок, совместный разбор результатов теста.
· Воспитательная функция проявляется в периодичности и неизбежности тестового контроля. Это дисциплинирует, организует и направляет деятельность учащихся, помогает выявить и устранить пробелы в знаниях, формирует стремление развить свои способности .
Скачать:
Предварительный просмотр:
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
ТЕСТ
Визуальный контроль при газосварочных работах
МДК 02.02. Технология газовой сварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
По профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Визуальный контроль при газосварочных работах.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
1. Когда сварщик проходит квалификационные испытания?
а) Совместно с выполнением сварочных работ.
б) До выполнения сварочных работ.
в) По окончании сварочных работ.
- Как вы определите марку присадочной проволоки, если на бухте нет бирки?
а) По внешнему виду.
б) По плавлению.
в) Самостоятельно определять не будете.
- Обязательна ли зачистка присадочной проволоки?
а) Обязательна.
б) Не обязательна.
в) Не имеет значения.
- Как вы убедитесь в правильности сборки под сварку?
а) «На глаз».
б) Положитесь на слесарей, выполнивших сборку.
в) Проверю соответствие технологии сварки конструктивных элементов.
- На какой ширине поверхность металла, прилегающая к кромкам, зачищается перед сваркой?
а) Не менее 5 мм.
б) Не менее 15 мм.
в) Не менее 20 мм.
- Обязательно ли перед сваркой ознакомление с технологией сварки изделия?
а) Да.
б) Нет.
в) В зависимости от обстоятельств.
- Как вы можете проверить, правильно ли выбрано количество прихваток?
а) Определите приблизительно.
б) Проверите по технологии сварки.
в) Чем больше, тем крепче.
- Зачем выполняют осмотр сварного соединения?
а) Для устранения дефекта.
б) Для проверки своих действий в процессе выполнения сварного соединения.
в) Для того и другого.
9. Что включает в себя зона осмотра сварного соединения?
а) Шов по всей длине.
б) Шов с двух сторон и прилегающие зоны.
в) То и другое.
10. Каково назначение предварительного контроля?
а) Предупреждение образования дефектов в сварном
соединении.
б) Экономия времени на сварку.
в) Выявление дефектов в сварном соединении.
Эталон ответа:
вопрос | ||||||||||
ответ |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список литературы
- Лаврешин С.А. Производственное обучение газосварщиков: учеб. пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
- Гуськова Л.Н. Газосварщик: раб. Тетрадь: учеб. Пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
- Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2010.
- Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач. проф. образования – М. : Издательский центр «Академия», 2006.
- А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М: ОИЦ «Академия», 2010г.
- Маслов В.И. Сварочные работы. Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009.
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006.
«Неразрушающие виды контроля качества сварных соединений»
Необходимо выбрать правильный ответ:
1. С какой целью выполняют осмотр сварного соединения?
а) для устранения дефекта;
б) для проверки своих действий в процессе выполнения сварного соединения;
в) для того и другого;
2. Что включает в себя зона осмотра сварного соединения?
а) шов по всей длине;
б) шов с двух сторон и прилегающие зоны;
в) отдельные части шва;
3. Какое назначение предварительного контроля ?
а) предупреждение образования дефектов в сварном соединении;
б) экономия времени на сварку;
в) выявление дефектов в сварном соединении
4. Какие методы контроля предназначены для обнаружения поверхностных дефектов?
а) гамма-просвечивание;
б) капиллярные;
в) гидравлические;
5. Контролируемая зона при визуальном контроле включает в себя?
а) сварной шов;
б) сварной шов и околошовную зону;
в) сварной шов и околошовную зону со стороны усиления и со стороны корня;
6. Какой метод контроля наиболее надежно выявляет внутренние дефекты?
а) люминисцентный;
б) радиоционный;
в) механические испытания;
7. Какая цель металлографических исследований ?
а) выявление дефектов в сечении сварного соединения;
б) определение механических свойств сварного соединения;
в) то и другое
8. От чего зависит выбор метода контроля?
а) от условий эксплуатации;
б) от квалификации сварщика;
в) от размеров конструкции;
9. Могут ли свищи быть обнаружены при гидравлических испытаниях?
в) да, если они сквозные;
10. В качестве источника гамма- излучения используют?
а) рентгеновскую трубку;
б) радиоактивные вещества, которые помещены в свинцовые капсулы;
в) инфракрасные лучи.
Cлайды, которые теоретически могут помочь сдать общий экзамен на 1-2 уровень по ультразвуковому контролю.
Сокращения:
НК - неразрушающий контроль
ОК - объект контроля
Термины и определения:
Качество продукции
- совокупность свойств продукции, обуславливающих ее способность удовлетворять определенные потребности в соответствии с ее назначением
Контроль (технический контроль)
- проверка соответствия объекта установленным техническим требованиям
Вид контроля
- классификационная группировка контроля по определенному признаку
Метод контроля
- правила применения определенных принципов и средств контроля
Метод неразрушающего контроля (НК)
- метод контроля, при котором не должна быть нарушена пригодность объекта к применению
Система контроля
- совокупность средств контроля, исполнителей и определенных объектов контроля, взаимодействующих по правилам, установленным соответствующей нормативной документацией
Средство контроля
- техническое устройство, вещество и (или) материал для проведения контроля
Контролепригодность
- свойство изделия, обеспечивающее возможность, удобство и надежность его контроля при изготовлении, испытаниях, техническом обслуживании и ремонте
Входной контроль
- контроль продукции поставщика, поступившей к потребителю или заказчику, и предназначенный для использовании при изготовлении, ремонте или эксплуатации продукции
Операционный контроль
- контроль продукции или процесса во время выполнения или после завершения технологической операции
Приемочный контроль
- контроль продукции, по результатам которого принимается решение о ее пригодности к поставкам и (или) использованию
Дефект
- каждое отдельное несоответствие объекта установленным требованиям (ГОСТ 15467-79)
Несплошность
- нарушение однородности материала, вызывающее скачкообразное изменение одной или нескольких его физических характеристик (плотности, магнитной проницаемости, скорости звука, волнового сопротивления и проч.)
Дефектное изделие
- изделие, имеющее хотя бы один дефект
Критический дефект
- дефект, при наличии которого использование продукции по назначению практически невозможно или недопустимо
Значительный дефект
- дефект, который существенно влияет на использование продукции по назначению и (или) на ее долговечность, но не является критическим
Малозначительный дефект
- дефект, который существенно не влияет на использование продукции по назначению и ее долговечность
Достоверность контроля
- характеристика (качественная или количественная) контроля, показывающая на основе предварительно установленных критериев близость к ситуации, исключающей как перебраковку, так и недобраковку
Перебраковка
- отсутствие дефектов хотя бы в одном из забракованных по результатам контроля объектов
Недобраковка
- наличие дефекта хотя бы в одном из объектов, признанных годными по результатам контроля
Как известно из ГОСТ 18353-79, существуют 9 видов НК:
1. Магнитный
- вид НК, основанный на анализе взаимодействия магнитного поля с ОК)
2. Электрический
- вид НК, основанный на регистрации параметров электрического поля, взаимодействующего с ОК или возникающего в ОК в результате внешнего воздействия
3. Вихретоковый
- вид НК, основанный на анализе взаимодействия электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в ОК
4. Радиоволновой
- вид НК, основанный на регистрации изменений параметров электромагнитных волн радиодиапазона, взаимодействующих с ОК
5. Тепловой
- вид НК, основанный на регистрации изменений тепловых или температурных полей ОК, вызванных дефектами
6. Оптический
- вид НК, основанный на регистрации параметров оптического излучения, взаимодействующего с ОК
7. Радиационный
- вид НК, основанный на регистрации и анализе проникающего ионизирующего излучения после взаимодействия с ОК
8. Акустический
- вид неразрушающего контроля, основанный на регистрации параметров упругих волн, возбуждаемых и (или) возникающих в ОК
9. Проникающими веществами
(капиллярный и течеисканием) - вид неразрушающего контроля, основанный на проникновении веществ в полости дефектов ОК
Методы каждого вида НК классифицируются по следующим признакам:
характеру взаимодействия физических полей или вещества с ОК;
первичным информативным параметрам;
способам получения первичной информации.
Классификация методов в соответствии с ПБ 03-440-02
немного отличается.
«Правила аттестации персонала в области неразрушающего контроля» ПБ 03-440-02 устанавливают порядок аттестации персонала, выполняющего НК технических устройств, зданий и сооружений на опасных производственных объектах. Аттестация персонала в области НК проводится в целях подтверждения достаточности теоретической и практической подготовки, опыта, компетентности специалиста, т.е. его профессиональных знаний, навыков, мастерства и предоставления права на выполнение работ по одному или нескольким видам (методам) НК. Специалисты НК в зависимости от их подготовки и производственного опыта аттестуются по трем уровням профессиональной квалификации – I, II, III.
Аттестации подлежит персонал, проводящий контроль объектов с применением следующих видов (методов) НК:
1. Радиационный РК (RT)
1.1. Рентгенографический
1.2. Гаммаграфический
1.3. Радиоскопический
2. Ультразвуковой УК (UT)
2.1. Ультразвуковая дефектоскопия
2.2. Ультразвуковая толщинометрия
3. Акустико-эмиссионный АЭ (AT)
4. Магнитный МК (MT)
4.1. Магнитопорошковый
4.2. Магнитографический
4.3. Феррозондовый
4.4. Эффект Холла
4.5. Магнитной памяти металла
5. Вихретоковый ВК (ET)
6. Проникающими веществами
6.1. Капиллярный
6.2. Течеискание
7. Вибродиагностический ВД
8. Электрический ЭК
9. Тепловой ТК
10. Оптический ОК
11. Визуальный и измерительный ВИК (VT)
12. Контроль напряженно-деформированного состояния НДС
12.1. Радиационный
12.2. Ультразвуковой
12.3. Магнитный
12.4. Вихретоковый
Кандидат, претендующий на прохождение аттестации на один из трех уровней квалификации, аттестуется по конкретным методам НК. Областью аттестации каждого кандидата является сфера его деятельности по контролю конкретных объектов:
1. Объекты котлонадзора
2. Системы газоснабжения (газораспределения):
3. Подъемные сооружения
4. Объекты горнорудной промышленности
5. Объекты угольной промышленности
6. Оборудование нефтяной и газовой промышленности
7. Оборудование металлургической промышленности
8. Оборудование взрывопожароопасных и химически опасных производств
9. Объекты железнодорожного транспорта
10. Объекты хранения и переработки зерна
11. Здания и сооружения (строительные объекты)
12. Оборудование электроэнергетики
Теперь перейдем к определениям из раздела "Колебания и волны".
Колебание
- движение вокруг некоторого среднего положения, обладающее повторяемостью во времени
Волна
- колебательные движения, распространяющиеся в пространстве: колебания одной точки среды передаются соседней и так далее
В акустике рассматривают упругие колебания и волны, в других видах неразрушающего контроля используются электромагнитные колебания и волны.
Упругость
- свойство точек среды возвращаться к первоначальному состоянию после прекращения воздействия силы
Колебания характеризуются частотой и амплитудой.
Частота
- количество периодов (циклов) колебаний в единицу времени (обычно секунду)
Колебания от точки к точке среды передаются с определенной скоростью – скоростью распространения звука.
Длина волны
- минимальное расстояние между двумя точками, колеблющимися в одной фазе
Скорость звука во многих металлах около 6000 м/с. При частоте 6 МГц длина волны равна 1 мм. При ультразвуковом контроле металлов обычно используют волны длиной от 0,06 до 12 мм. Ультразвуковая волна
- процесс распространения упругих колебаний ультразвуковой частоты в материальной среде Объемные волны
Продольная волна
существует а твердых телах, жидкостях и газах. Поперечные волны
существуют только в твердом теле. Поверхностные волны
Волны в ограниченных твердых телах
1-й критический угол
2-й критический угол
3-й критический угол
Ультразвуковое поле
Федеральное агентство по образованию Российской Федерации
Дальневосточный государственный технический университет
(ДВПИ им. В.В. Куйбышева)
Утверждаю:
Заместитель председателя президиума
Дальневосточного учебно – методического центра
Профессор ___________________ А.А.Белоусов
«______» ______________ 2007г.
Контрольно-измерительные материалы
для оценки уровня знаний студентов
специальности «Акустические приборы и системы»
по дисциплине «Неразрушающие методы контроля»
Разработаны доцентом кафедры ГА
Сальниковой Е.Н.
Владивосток
2007
Дисциплина «Неразрушающие методы контроля» является одной из
дисциплин специализации при подготовке студентов по специальности
«Акустические приборы и системы». Неразрушающие методы контроля
(НМК), или дефектоскопия, – это обобщающее название методов контроля
материалов (изделий), используемых для обнаружения нарушения
сплошности или однородности макроструктуры, отклонений химического
состава и других целей, не требующих разрушения образцов материала и/или
изделия в целом.
Улучшение качества промышленной продукции, повышение
надежности и долговечности оборудования и изделий возможно при условии
совершенствования производства и внедрения системы управления
качеством.
Важными критериями высокого качества деталей машин, механизмов,
приборов являются физические, геометрические и функциональные
показатели, а также технологические признаки качества, например,
отсутствие недопустимых дефектов; соответствие физико-механических
свойств и структуры основного материала и покрытия; соответствие
геометрических размеров и чистоты обработки поверхности требуемым
нормативам и т.п.
Широкое применение неразрушающих методов контроля, не
требующих вырезки образцов или разрушения готовых изделий, позволяет
избежать больших потерь времени и материальных затрат, обеспечить
частичную или полную автоматизацию операций контроля при
одновременном значительном повышении качества и надежности изделий. В
настоящее время ни один технологический процесс получения ответственной
продукции не внедряется в промышленность без соответствующей системы
неразрушающего контроля. Дисциплина «Неразрушающие методы
контроля» призвана подготовить выпускника к решению следующих
профессиональных задач в области проектно – конструкторской
деятельности: разработка функциональных и структурных схем приборов и
систем с определением физических принципов действия устройств, их
структур и установлением требований на отдельные блоки и элементы;
оценка технологичности конструкторских решений, составление технической
документации, включая инструкции по эксплуатации, программы испытаний,
технические условия и другое, а также в области производственно –
технологической деятельности: разработка и внедрение технологических
процессов и методов изготовления, контроля качества элементов и узлов
приборов различного назначения.
Дисциплина читается в 9 семестре в объеме 51 час. лекций по
рабочему учебному плану 2002г. и 34 час. – по плану 2005г.
Назначение контрольно-измерительных материалов – текущий
контроль усвоения материала дисциплины «Неразрушающие методы
контроля». В соответствии с рабочими учебными программами дисциплины
предусмотрено выполнение 8 экспресс-опросов после каждой из основных
тем, 1 теста, 2 контрольных работ – рубежной и итоговой, а также 1
2
индивидуального задания. При успешном выполнении ИДЗ студент получает
4 балла, теста – 3 балла, каждого из ЭО - по 4 балла, 1 контрольная работа
оценивается в 9 баллов, заключительная в 12 баллов. Таким образом успешно
обучающийся студент в течение семестра может набрать не менее 60 баллов
из 100 общих, предусмотренных балльно-рейтинговой системой оценки
освоения дисциплины, что соответствует минимальному уровню,
удовлетворяющему требованиям ГОС ВПО №331 инф/СП специальности
200105.
Условия применения
Контроль проводится письменно во время аудиторного занятия.
При проведении экспресс опросов студент получает лист с
индивидуальным заданием, включающим 2-3 вопроса (в зависимости от
темы), выбранных произвольным образом преподавателем из приведенных в
настоящей разработке перечней.
При проведении тестирования студенту выдается бланк теста.
Использована как закрытая форма, предусматривающая выбор правильного
ответа из нескольких приведенных, так и открытая, при которой
предусмотрена самостоятельная формулировка ответа.
При проведении контрольной работы 1 студенту выдается бланк,
содержащий 14 вопросов, сформированных преподавателем из банка
вопросов для контроля 1-4 разделов. В КИМ приведены 10 вариантов
заданий для КР1.
Итоговая контрольная работа включает 28 вопросов. Разработано 15
вариантов.
Для ответа на ЭО студенту отводится 10 минут, на тест 20 минут, на
КР1 отводится 40 минут, на КР2 – 1час 30 минут.
Инструкция для студента
При ответе на вопрос Задание переписывать не надо. Следует записать
Фамилию, группу, номер задания, номер вопроса и ответ.
Для успешной оценки теста достаточно набрать 60% из максимально
возможного количества баллов, указанных в тесте. Для успешного
прохождения контрольных работ – правильно ответить на 8 из 14 и 17 из 28
вопросов.
Сообщение о результатах проверки и разбор типичных ошибок
проводятся на следующем занятии
3
Тема «Основные виды НМК»
Тест №1
Дата разработки 18.04.2006
Внимательно прочитайте начало определения, приведенное в графе 2, и подберите
правильное окончание в графе 3. Отметьте выбранный ответ. В графе 4 кратко обоснуйте выбор.
По результатам ответов заполните таблицу на оборотной стороне листа. Укажите фамилию,
номер группы.
№ Начало определения Окончание определения Краткое
обоснование
ответа
1 2 3 4
1 В соответствии с ИСО - а) способность продукции удовлетворять
8402 «качество - это требованиям потребителя».
б) совокупность характеристик объекта,
относящаяся к его способности удовлетворять
обусловленные или предполагаемые
потребности».
в) совокупность характеристик изделия,
влияющая на его работоспособность».
г) все перечисленное выше.
д) ничего из перечисленного выше.
2 НМК обязательно а) производстве особо ответственных деталей
применяются при и устройств.
б) производстве узлов и деталей устройств
длительной эксплуатации.
в) любого изделия.
г) хорошего изоляционного материала.
д) материала с высокой электропроводностью.
е) исследованиях структуры материалов и
дефектов.
ж) все перечисленное выше.
з) ничего из перечисленного выше.
3 Акустические НМК а) поверхностных дефектов.
пригодны для б) внутренних дефектов в виде трещин.
обнаружения в) внутренних дефектов в виде раковин.
г) подповерхностных дефектов.
д) ничего из перечисленного выше.
е) все перечисленное выше.
4 Капиллярные НМК а) поверхностных дефектов.
пригодны для б) внутренних дефектов в виде трещин.
обнаружения в) внутренних дефектов в виде раковин.
г) подповерхностных дефектов.
д) ничего из перечисленного выше –
напишите сами ответ.
е) все перечисленное выше.
5 Визуально-оптические а) на измерении амплитуды или фазы
методы основаны прошедшего светового излучения.
б) на измерении индуцированного излучения.
в) на измерении степени поляризации
прошедшего излучения.
г) все перечисленное выше.
д) ничего из перечисленного выше – напишите
сами ответ.
4
6 Информативным а) амплитуда прошедшего излучения.
параметром б) амплитуда рассеянного излучения.
радиоволновых методов в) амплитуда отраженного излучения.
является г) все перечисленное выше.
д) ничего из приведенного выше – напишите
Ваш ответ
7 Дефекты в проволоке а) радиационными методами НК.
из неферромагнитного б) радиоволновыми методами НК.
материала лучше всего в) магнитными методами НК.
выявляются г) все перечисленное выше.
д) ничего из приведенного выше – напишите
Ваш ответ
8 Дефекты в проволоке а) капиллярными НМК.
из ферромагнитного б) Магнитными НМК.
материала лучше всего в) радиоволновыми НМК.
выявляются г) все перечисленное выше.
д) ничего из приведенного выше – напишите
Ваш ответ
9 Наиболее дорогой из а) акустический.
НМК б) радиографический.
в) капиллярный.
г) все перечисленное выше.
д) ничего из приведенного выше – напишите
Ваш ответ
10 Основные требования к Напишите ваш ответ
КО при акустических
методах контроля
11 Основные требования к
КО при
радиографическом
контроле литых
изделий
12 Перечислите
преимущества
разрушающих методов
контроля
13 Перечислите основные
недостатки НМК
Студент группы __________________
ФИО ___________________________________
Вопрос 1 2 3 4 5 6 7 8 9 10 11 12 13 13
Ответ
Результат
Набранный балл _____________ максимально возможный __61___----
Преподаватель ___________________
Дата проведения _____________
5
Тема «Основные виды НМК»
Тест №1
КЛЮЧ
Вопрос 1 2 3 4 5 6 7 8 9 10 11 12 13 Всего
Ответ Б А,Б,Е Е А Г Д Д Б, Д Б
Результат 5 5 5 5 5 5 4-5 3-5 4-5 5 5 3 3 61
6. Правильный ответ: Радиоволновые методы основаны на регистрации параметров
электромагнитных волн СВЧ диапазона с КО.
7. Правильный ответ: Акустический, Токовихревой.
8. Правильный ответ: Акустический, Токовихревой, Магнитный
9. Правильный ответ: Радиационный и Течеискания.
10. При контроле труб диаметром <=4 мм и толщиной >=1мм необходимо очистка
поверхности от грязи, отслаивающейся окалины.
11. Необходим двусторонний доступ к КО, отсутствие наружных дефектов,
превышающих чувствительность контроля.
12. 1. Испытания обычно имитируют одно или несколько рабочих условий.
Следовательно, они непосредственно направлены на измерение эксплуатационной
надежности. 2. Испытания обычно представляют собой количественные измерения
разрушающих нагрузок или срока службы до разрушения при данном нагружении и
условиях. Таким образом, они позволяют получить числовые данные, полезные для целей
конструирования или для разработки стандартов или спецификаций. 3. Связь между
большинством измерений разрушающим контролем и измеряемыми свойствами
материалов (особенно под нагрузкой, имитирующей рабочие условия) обычно прямая.
Следовательно, исключаются споры по результатам испытания и их значению для
эксплуатационной надежности материала или детали.
13. 1. Испытания обычно включают в себя косвенные измерения свойств, не имеющих
непосредственного значения при эксплуатации. Связь между этими измерениями и
эксплуатационной надежностью должна быть доказана другими способами. 2. Испытания
обычно качественные и редко количественные. Обычно они не дают возможности
измерения разрушающих нагрузок и срока службы до разрушения даже косвенно. Они
могут, однако, обнаружить дефект или проследить процесс разрушения. 3. Обычно
требуются исследования на специальных образцах и исследование рабочих условий для
интерпретации результатов испытания. Там, где соответствующая связь не была доказана,
и в случаях, когда возможности методики ограничены, наблюдатели могут не согласиться
в оценке результатов испытаний.
6
Тема «Основные виды НМК»
Тест №2
Дата разработки 18.04.2006
Внимательно прочитайте начало определения, приведенное в графе 2, и подберите
правильное окончание в графе 3. Отметьте выбранный ответ. В графе 4 кратко обоснуйте выбор.
По результатам ответов заполните таблицу на оборотной стороне листа. Укажите фамилию,
номер группы.
№ Начало определения Окончание определения Краткое
обоснование
ответа
1 2 3 4
1 Контроль качества а) ее работоспособности.
продукции заключается б) соответствия показателей ее качества
в проверке установленным требованиям.
в) соответствия показателей требованиям
безопасности эксплуатации.
г) все перечисленное выше.
д) ничего из перечисленного выше – Ваш
вариант ответа.
2 Перечислите
важнейшие критерии
качества деталей
машин, механизмов,
приборов
3 Магнитные НМК а) поверхностных дефектов.
пригодны для б) внутренних дефектов в виде трещин.
обнаружения в) внутренних дефектов в виде раковин.
г) подповерхностных дефектов.
д) ничего из перечисленного выше.
е) все перечисленное выше.
4 Радиоволновые НМК а) поверхностных дефектов.
пригодны для б) внутренних дефектов в виде трещин.
обнаружения в) внутренних дефектов в виде раковин.
г) подповерхностных дефектов.
д) ничего из перечисленного выше –
напишите сами ответ.
е) все перечисленное выше.
5 Радиационные методы а) на измерении амплитуды или фазы
основаны прошедшего проникающего излучения.
б) на измерении индуцированного излучения.
в) на измерении степени поляризации
прошедшего излучения.
г) все перечисленное выше.
д) ничего из перечисленного выше – напишите
сами ответ.
6 Информативным а) амплитуда прошедшего излучения.
параметром б) амплитуда рассеянного излучения.
акустических методов в) амплитуда отраженного излучения.
является г) все перечисленное выше.
д) ничего из приведенного выше – напишите
Ваш ответ
7 Дефекты в отливках из а) радиационными методами НК.
неферромагнитного б) радиоволновыми методами НК.
материала лучше всего в) магнитными методами НК.
7
выявляются г) все перечисленное выше.
д) ничего из приведенного выше – напишите
Ваш ответ
8 Дефекты в резиновых а) капиллярными НМК.
изделиях лучше всего б) Магнитными НМК.
выявляются в) радиоволновыми НМК.
г) все перечисленное выше.
д) ничего из приведенного выше – напишите
Ваш ответ
9 Наиболее опасный из а) акустический.
НМК для б) радиографический.
обслуживающего в) капиллярный.
персонала г) все перечисленное выше.
д) ничего из приведенного выше – напишите
Ваш ответ
10 Основные требования к Напишите ваш ответ
КО при контроле
течеисканием
11 Основные требования к
КО при акустическом
контроле литых
изделий
12 Перечислите основные
недостатки
разрушающих методов
контроля
13 Перечислите основные
достоинства НМК
Студент группы __________________
ФИО ___________________________________
Вопрос 1 2 3 4 5 6 7 8 9 10 11 12 13 13
Ответ
Результат
Набранный балл _____________ максимально возможный ___73_----
Преподаватель ___________________
Дата проведения _____________
8
Тема «Основные виды НМК»
Тест №3
Дата разработки 18.04.2006
Внимательно прочитайте начало определения, приведенное в графе 2, и подберите
правильное окончание в графе 3. Отметьте выбранный ответ. В графе 4 кратко обоснуйте выбор.
По результатам ответов заполните таблицу на оборотной стороне листа. Укажите фамилию,
номер группы.
№ Начало определения Окончание определения Краткое
обоснование
ответа
1 2 3 4
1 Основные требования, а) возможность проверки работоспособности
предъявляемые к НМК изделий, продукции.
это б) возможность проведения контроля качества
на всех стадиях изготовления, эксплуатации и
ремонта.
в) высокая достоверность результатов
контроля.
г) все перечисленное выше.
д) ничего из перечисленного выше – Ваш
вариант ответа.
2 Перечислите основные
области применения
НМК
3 Токовихревые НМК а) поверхностных дефектов.
пригодны для б) внутренних дефектов в виде трещин.
обнаружения в) внутренних дефектов в виде раковин.
г) подповерхностных дефектов.
д) ничего из перечисленного выше.
е) все перечисленное выше.
4 Радиационные НМК а) поверхностных дефектов.
пригодны для б) внутренних дефектов в виде трещин.
обнаружения в) внутренних дефектов в виде раковин.
г) подповерхностных дефектов.
д) ничего из перечисленного выше –
напишите сами ответ.
е) все перечисленное выше.
5 Тепловые методы НК а) на измерении тепловых полей КО.
основаны б) на измерении параметров упругого поля КО.
в) на измерении температурного поля
работающего объекта.
г) все перечисленное выше.
д) ничего из перечисленного выше – напишите
свой ответ.
6 Информативным а) изменение теплового поля объекта.
параметром тепловых б) температурное поле работающего объекта.
методов НК является в) изменение электрического поля,
взаимодействующего с КО.
г) все перечисленное выше.
д) ничего из приведенного выше – напишите
Ваш ответ
7 Дефекты в а) радиационными методами НК.
многослойных б) радиоволновыми методами НК.
диэлектрических в) магнитными методами НК.
9
изделиях лучше всего г) все перечисленное выше.
обнаруживаются д) ничего из приведенного выше – напишите
Ваш ответ
8 Дефекты в листах а) капиллярными НМК.
стали толщиной до 1 мм б) Магнитными НМК.
лучше всего в) радиоволновыми НМК.
выявляются г) все перечисленное выше.
д) ничего из приведенного выше – напишите
Ваш ответ
9 Наиболее опасный из а) акустический.
НМК для окружающей б) радиографический.
среды в) капиллярный.
г) все перечисленное выше.
д) ничего из приведенного выше – напишите
Ваш ответ
10 Основные требования к Напишите ваш ответ
КО при контроле
токовихревыми НМК
11 Основные требования к
КО при акустическом
контроле труб
12 Перечислите основные
достоинства
разрушающих методов
контроля
13 Перечислите основные
достоинства НМК
Студент группы __________________
ФИО ___________________________________
Вопрос 1 2 3 4 5 6 7 8 9 10 11 12 13 13
Ответ
Результат
Набранный балл _____________ максимально возможный ___67_----
Преподаватель ___________________
Дата проведения _____________
10
Для обеспечения безопасных условий эксплуатации различных объектов со сварными соединениями все швы необходимо подвергать регулярной проверке. Вне зависимости от их новизны или давнего срока эксплуатации металлические соединения проверяются различными методами дефектоскопии. Наиболее действенным методом является УЗД – ультразвуковая диагностика, которая превосходит по точности полученных результатов рентгенодефектоскопию, гамма-дефектоскопию, радио-дефектоскопию и др. Это далеко не новый (впервые УЗК проведен в 1930 году) метод, но является очень популярным и используется практически повсеместно. Это обусловлено тем, что наличие даже небольших приводит к неизбежной утрате физических свойств, таких как прочность, а со временем к разрушению соединения и непригодности всей конструкции.
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики (например, в диагностической медицине). Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86). Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка , выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта. Ультразвуковой контроль сварных швов – это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии (УЗД) проводится диагностика разных сварных соединений. УЗК является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые вложения в ) и выявления присутствия не металлических элементов.
Ультразвуковая технология испытания основана на способности высокочастотных колебаний (около 20 000 Гц) проникать в металл и отражаться от поверхности царапин, пустот и других неровностей. Искусственно созданная, направленная диагностическая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗД видит это отклонение на экранах приборов и по определенным показаниям данных может дать характеристику выявленному дефекту. Например: На сегодняшний день в промышленности применяют пять основных методов проведения УЗК (ГОСТ 23829 – 79), которые отличаются между собой только способом регистрации и оценки данных: Практически все приборы для диагностики методом ультразвуковых волн устроены по схожему принципу. Основным рабочим элементом является пластина пьезодатчика из кварца или титанита бария. Сам пьезодатчик прибора для УЗД расположен в призматической искательной головке (в щупе). Щуп располагают вдоль швов и медленно перемещают, сообщая возвратно-поступательное движение. В это время к пластине подводится высокочастотный ток (0,8-2,5 Мгц), вследствие чего она начинает излучать пучки ультразвуковых колебаний перпендикулярно своей длине. Отраженные волны воспринимаются такой же пластиной (другим принимающим щупом), которая преобразует их в переменный электрический ток и он сразу отклоняет волну на экране осциллографа (возникает промежуточный пик). При УЗК датчик посылает переменные короткие импульсы упругих колебаний разной длительности (настраиваемая величина, мкс) разделяя их более продолжительными паузами (1-5 мкс). Это позволяет определить и наличие дефекта, и глубину его залегания. Иногда для определения более точного характера дефекта характеристики от УЗД не хватает и требуется применить более развернутые исследования, воспользовавшись рентгенодефектоскопией или гамма-дефектоскопией.
Контроль сварочных швов, основанный на УЗД довольно четкий. И при правильно проведенной методике испытания шва дает полностью исчерпывающий ответ по поводу имеющегося дефекта. Но рамки применения УЗК так же имеет. С помощью проведения УЗК возможно выявить следующие дефекты:
Подобную УЗД возможно осуществить в следующих металлах:
УЗД проводится в геометрических рамках:
Проверки подвергаются следующие виды швов:
Основные области использования данной методики
Не только в промышленных отраслях используют ультразвуковой метод контроля целостности швов. Данную услугу – УЗД заказывают и в частном порядке при строительстве или реконструкции домов. УЗК чаще всего применяется:
Амплитуда
- наибольшее отклонение от положения равновесия
В ультразвуковом контроле обычно измеряют ослабление амплитуды A" относительно возбужденных в объекте контроля колебаний Aо. Для этого применяют логарифмические единицы – децибелы (дБ).
Т.к. A"

В акустике рассматриваются изотропные среды.
Изотропия
- независимость физических свойств среды от направления в ней. Среды, в которых свойства зависят от направления, называют анизотропными.
Луч
- направление, в котором распространяется максимум энергии волнового процесса
Фронт
- совокупность точек, колеблющихся в одной фазе, до которых в заданный момент дошел волновой процесс
Диапазон частот упругих колебаний
Колебательное движение отдельных частиц происходит в том же направлении, в котором распространяется волна.
Отдельные частицы колеблются в направлении, перпендикулярном направлению распространения волны.
Поперечные волны подразделяются на горизонтально поляризованные SH и вертикально поляризованные SV. При контроле наклонным ПЭП используется SV поляризованная поперечная волна.
Поверхностная волна (Рэлея)
- комбинация продольных и поперечных волн
- распространяется вдоль свободной границы твердого тела
- частицы совершают колебания по эллипсам
- волна распространяется на большие расстояния
- быстро затухает с глубиной
Головная волна
- скорость практически равна скорости продольной волны
- при распространении вдоль поверхности в каждой точке порождает поперечную волну под углом к нормали
- волна быстро ослабляется
1. Волны в пластине (волны Лэмба)
2. Волны в стержнях (волны Похгаммера)
Скорость распространения зависит от:
- частоты (явление дисперсии скорости)
- упругих свойств материала
- поперечных размеров пластины или стержня
Характерны две скорости распространения:
- фазовая - скорость изменения фазы в направлении распространения
- групповая - скорость распространения энергии при передаче импульса
Закон Снеллиуса (синусов)
Направление отраженных и преломленных, продольных и поперечных волн определяется законом синусов (законом Снеллиуса).
Для всех волн отношение синуса угла (между направлением волны и нормалью к поверхности раздела) к скорости волны будет постоянной величиной.

Критические углы
наименьший угол падения продольной волны, при котором преломленная продольная волна не будет проникать во вторую среду (возникновение головной волны)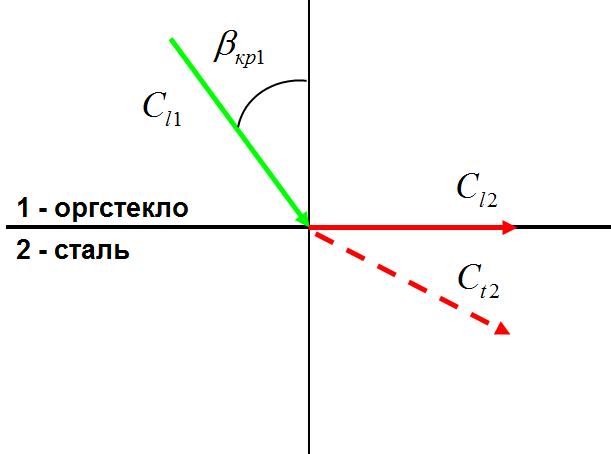
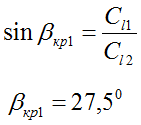
наименьший угол падения продольной волны, при котором преломленная поперечная волна не будет проникать во вторую среду (появление поверхностной волны Рэлея)
наименьший угол падения поперечной волны, при котором еще отсутствует отраженная продольная волна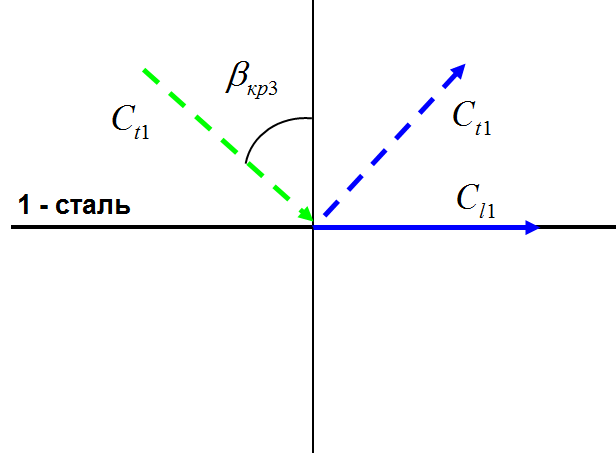
Пьезопластину представляем состоящей из большого количества элементарных излучателей.
В непосредственной близости ультразвук распространяется в виде параллельного пучка лучей (прожекторная зона).
Расстояния от разных излучателей до некоторой точки B могут сильно отличаться. Соответственно, отличаются и фазы приходящих сигналов. При совпадении фазы амплитуда увеличивается, если фазы противоположны – амплитуда уменьшается.
Появляются максимумы и минимумы амплитуды. Энергия находится в пределах нерасходящегося пучка. Эта область называется ближней зоной, ближнем полем или зоной Френеля
.
В ближней зоне сложно определить максимумы амплитуд эхосигналов от отражателей, вследствие чего можно ошибиться в оценке их размеров, количестве и координат.
Например, в середине ближней зоны поле имеет минимум на оси преобразователя, а в стороне – максимумы. При обнаружении одной несплошности можно решить, что найдено две, расположенные по сторонам от истинного положения несплошности.
В дальней зоне
появление максимумов и минимумов под влиянием разности фаз приходящих волн происходит только когда точка находится в стороне от оси преобразователя.
Основная часть поля имеет вид расходящихся конусом лучей из центра преобразователя.
Максимум амплитуды соответствует оси преобразователя. С увеличением угла между направлением какого-либо луча и осью амплитуда уменьшается. За пределами некоторого угла (угла раскрытия) излучение почти не чувствуется. Угол раскрытия определяет направленность излучения.
a – радиус круглого пьезоэлемента;
α - угол ввода;
β - угол призмы;
λ – длина волны;
- угол раскрытия по уровню (-20) дБ
n – коэффициент, равный 0,45 для круглой и 0,38 для прямоугольной пьезопластины
![]()
Теория акустической технологии
Определение
Принцип работы
Откуда колебания волны?
Проводим контроль
Процедура проведения дефектоскопии
Рамки применения данной методики при выявлении дефектов
 Испытания в полевых условиях
Испытания в полевых условиях
К преимуществам ультразвукового контроля качества металлов и сварных швов относятся:
К основным недостаткам УЗК можно отнести: